SMED
Do napisania tego artykułu skłoniło mnie pewne prawdziwe wydarzenie, które miało miejsce w roku 2012 w Warszawie w pewnej firmie farmaceutycznej, gdzie mieliśmy zająć się maszyną blistrującą, która pakuje tabletki do blistrów a blistry do opakowań pojedynczych. W trakcie warsztatów SMED padło pewne zdanie, które teraz można przytaczać jako anegdotę a wypowiedział je początkujący specjalista Lean.
Co to jest SMED?
SMED – Single Minute Exchange of Die, a właściwie lepsze było by Single Digits Exchange of Die, czyli przezbrajanie w czasie pojedynczych minut.
Zamiast kłócić się, czy powinny to być pojedyncze minuty, czy raczej minuta, należy przyjąć, że SMED to proces ciągłego doskonalenia w zakresie czasu przezbrajania. Praktyka pokazuje, że w przypadku procesów, które nie były poddawane warsztatom SMED, można liczyć na skrócenie czasu przezbrojenia o co najmniej 30%, nie rzadko jest to nawet powyżej 50%.
Etapy SMED wg Shingeo Shingo:
1.Podział czynności na zewnętrzne i wewnętrzne.
2.Transformacja wybranych czynności wewnętrznych w czynności zewnętrzne.
3.Ciągła poprawa wszystkich czynności potrzebnych do przeprowadzenia przezbrojenia.
Czas przezbrojenia traktowano w przeszłości jako niewiadomą lub stałą, podczas gdy może być: kontrolowany, mierzony, zarządzany i poprawiany. Do punktu 1. dodałby od siebie – usuwanie czynności niepotrzebnych.
Wrócę natomiast do anegdoty. Wówczas w Warszawie padło zdanie: „U nas przezbrojenie nie trawa długo, tylko te ustawianie zajmuje dużo czasu”.
No dobrze co w tym śmiesznego? Tu trzeba by wrócić do definicji czasu przezbrojenia. Czas przezbrojenia to czas jaki upływa pomiędzy ukończeniem ostatniej sztuki poprzedniego lotu (przed przezbrojeniem) a ukończeniem pierwszej prawidłowej sztuki z nowego lotu (po przezbrojeniu). Rozjaśnijmy tę definicję przykładem. Jeżeli „przezbrajamy” coś w 20 minut a potem ustawienie zajmuje nam 40 min, to oczywiście przezbrojenie trwa 60 min. Pozostaje jeszcze kwestia prawidłowej sztuki. Można mówić o zakończeniu przezbrojenie tylko w wypadku produkcji części pozbawionych wad. Czas, w którym produkuje się wadliwe części powinien być wliczony do czasu ustawiania, który z kolei zaliczany jest do czasu przezbrojenia.
Podział czynności na zewnętrzne i wewnętrzne.
Czynności zewnętrzne to takie, które można wykonać podczas pracy maszyny, np. podstawienie nowych części produkcyjnych, powiadomienie techników. Czynności wewnętrzne z kolei wymagają wyłączenie maszyny z produkcji, np. wymiana formy, wymiana stempla itd. Co ważne to co obecnie jest czynnością wewnętrzną może w przyszłości stać się czynnością zewnętrzną. Dążymy do tego, aby jak najwięcej koniecznych czynności było czynnościami zewnętrznymi.
Jak się zabrać do oceny czynności?
Nieocenione byłoby nagranie (nagrania) wideo. Zasada jest taka: tyle nagrań wideo ile osób przezbrajających. Jeżeli nie można zrobić nagrania wideo, to przede wszystkim trzeba próbować przekonać pracowników do tego i wciągnąć ich w warsztat SMED. Jeżeli to się nie uda, to pozostaje mozolne robienie notatek, koniecznie z odniesieniami do czasu, np. 10:30 – start przezbrojenia, 10:32 – wyłączenie maszyny itd. Dokładność zapisu czasu zależy od czasu przezbrojenia. Im krótszy czas przezbrojenia, tym dokładniej musimy zapisać czas. Mając wideo nie przejmujemy się dokładnością, gdyż są programy, które pokazują nawet setne części sekundy.
Jak ująć analizę danych?
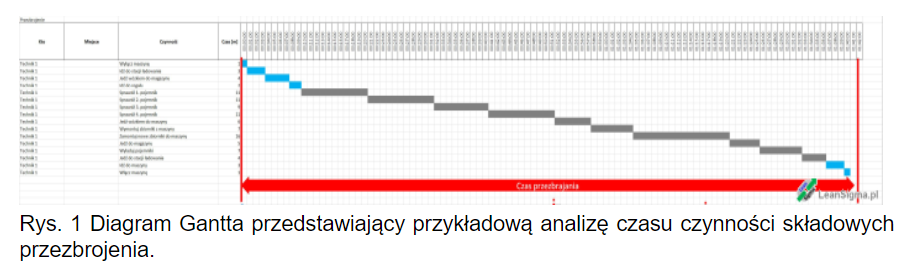
Można użyć Work Combination Sheet, Line Balance Sheet, diagram Gantta. Ja tu się nie będę czepiał. Niech każdy użyje co lubi, niech robi to w komputerze lub na arkuszu papieru. Do mnie najbardziej przemawia ujęcie w postaci wykresu Gantta jak na Rys. 1. Wersję komputerową lub papierową wybieram w zależności, od tego z jaką grupą pracuję lub (co się zdarzało) robię analizę w pojedynkę. Rys. 1 przedstawia przezbrojenie wykonane przez jedną osobę. W wierszach są poszczególne czynności. Oś pozioma jest osią czasu. Na niebiesko zaznaczono czynności zewnętrzne. Jednostka czasu to 1 min.
Transformacja wybranych czynności wewnętrznych w czynności zewnętrzne.
W tym kroku należy krytycznie podejść do każdej czynności wewnętrznej. Trzeba w przypadku każdej takiej czynności postawić następujące pytania:
– Czy ta czynność może zostać zmieniona w czynność zewnętrzną?
– Co musi się zmienić, żeby ta czynność stała się czynnością zewnętrzną?
Bardzo możliwe, że spotkacie się z oporem, ze stwierdzeniem, że przecież zawsze tak było. W takiej dyskusji nieocenione byłyby przykłady innych przezbrojeń z niestandardowymi rozwiązaniami. Bardzo pomocne może być prowadzenie dyskusji w postaci burzy mózgów, aby wygenerować nieszablonowe sposoby transformacji czynności wewnętrznych w zewnętrzne.
Przykład: załóżmy, że przezbrajamy formę w maszynie pakującej np. żółty ser. Rozgrzana forma powoduje, że folia dolna przybiera kształt tejże formy i do tak ukształtowanej foli można pakować już ser, który następnie jest zamykany folią górną.
– Rozgrzewanie formy to jaki rodzaj czynności? Zapewne będzie to czynność wewnętrzna, gdyż wkładamy formę do maszyny, podłączamy element grzewczy i czekamy aż się nagrzeje, czas mija a maszyna nie produkuje.
– Jak zamienić tę czynność w czynność zewnętrzną? No przecież się nie da! A jakby tak trochę pogłówkować? Może podgrzać formę poza maszyną. W Formule 1 podgrzewa się opony przed założeniem, to czemu nie można tego zrobić z formą? Pozostaje jeszcze zadbać o bezpieczeństwo, żeby gorąca forma nie oparzyła pracownika, który ją wymienia. W ten oto prosty sposób możemy zaoszczędzić od kilku do kilkunastu minut.
Ciągła poprawa wszystkich czynności potrzebnych do przeprowadzenia przezbrojenia.
Jest wiele sposobów poprawiania czynności potrzebnych do przezbrajania. Stanowczo odradzam pośpiech, bo nie chodzi o to, żeby zrobić coś szybciej, ale trzeba by to zrobić sprytniej.
Kilka elementów na które należy zwrócić uwagę:
– Ile kluczy potrzeba do przezbrajania?
– Ile czasu poświęcamy na szukanie właściwych kluczy i części? Może trzeba uporządkować magazyn części i wózki używane do przezbrojeń?
– Czy można użyć mnijeszą liczbę kluczy, np. dzięki unifikacji złączy?
– Czy można użyć złączy niewymagających kluczy?
– Czy można użyć klucze z napędem mechanicznym?
Czy zwróciliście uwagę, kto bierze udział w przezbrojeniu? Najczęściej można spotkać następujące sytuacje:
1.Przezbrojenie wykonywane tylko przez techników (pracowników utrzymania ruchu).
2.Rzadziej: przez techników i operatorów (czyli osoby pracujące na stanowisku, którego przezbrojenie dotyczy).
3.Całkiem rzadko: tylko przez operatorów.
W przypadku 1. bezpowrotnie tracimy zasób, którego nie da się odzyskać – czas. Operatorzy nie robią nic lub robią coś co nie zwiększa produktywności, np. wnikliwie się przyglądają, ale od tego nie dzieje się nic szybciej.
Należy zrobić wszystko, aby zaangażować operatorów. Rozumiem. Zaraz ktoś powie, że przecież nie są przeszkoleni, że jest ryzyko wypadku itd. … A kto powiedział, że mają zrobić skomplikowane i ryzykowne operacje? Może mogliby zrobić w przyszłości? Mogą zacząć od prostych operacji, tj.:
– podmiana części,
– podmiana dokumentacji,
– zamiana programu,
– wyłączenie części maszyny itd.
Co zyskujemy na krótszym czasie przezbrojenia?
Co zrobić z czasem uzyskanym na skróceniu czasu przezbrojeń? Odpowiedź wydaje się oczywista – można zwiększyć produktywność, czyli więcej wyprodukować w tej samej jednostce czasu korzystając z tych samych zasobów. Można również znacząco rozszerzyć paletę produktów (więcej wariantów w tym samych czasie, np. w ciągu jednej zmiany) a to z kolei przyczyni się do zmniejszenia zapasów w toku. Z jednej strony można zmniejszyć loty produkcyjne a z drugiej zmniejszać bufory części związane w przezbrojeniami.
Luźne przemyślenia
Ja patrzę na czas w SMED jak Michał Anioł na swoje tworzywo rzeźbiarskie. Podobno Michał Anioł zapytany jak zrobił rzeźbę Dawida powiedział mniej więcej tak: „Wziąłem blok marmuru i usunąłem z niego niepotrzebne fragmenty”. Moim tworzywem jest czas. Biorę taki solidny blok czasu i usuwam niepotrzebne fragmenty. Część pozostawionych fragmentów czasami przesuwam w inne miejsce, tak żeby powstała efektywna kompozycja. Nie pomyliłem się, nie efektowna, czyli piękna, lecz efektywna, czyli optymalna z perspektywy czasu.
Trochę było tych warsztatów SMED, ale najbardziej utkwiły mi w pamięci:
– Maszyna blistrująca – ta z anegdoty.
– Etykieciarka na linii napełniania butelek – mnóstwo zabawy, szukanie części itd.
– 4-taktowy laserowy robot spawalniczy, gdzie ponad godzinne przezbrojenie udało się skrócić do około 30 min. Sukces przezbrojenia był ważny, żeby przekonać kilka osób do analitycznego podejścia i w ogóle do Lean.
– Linia ekstruzji folii – przezbrajanie 6-metrowych walców potrzebnych do nadawania faktury. To było ważne przezbrojenie, gdyż młodszemu koledze, który dopiero zaczynał w Lean pokazałem, jak w praktyce wykorzystać wiedzę w dziedzinie SMED i tak z niego zrobiłem wierzącego w Lean.
Każde przezbrojenie było z innej bajki, w innej branży, w różnych firmach a jednak udało się zastosować wszystko o czym mówił Shingeo Shingo i w każdy przypadku poprawa czasu przezbrojenia to było 30% lub więcej.
Zachęcam do sprawdzenia swojej wiedzy w teście na temat SMED. Proszę nie przejmować się brakiem kompletu punktów, gdyż kilka pytań ewidentnie odnosi się do elementów mojego autorskiego szkolenia SMED oraz zawiera kilka neologizmów.
PS
Co byście powiedzieli na wydanie przeze mnie ebooka, który szerzej opisywałby tematykę SMED oraz zawierał kilka pełnych studiów przypadku z analizą SMED oraz zastosowanymi rozwiązaniami?
Autor: Adam Cetera (LeanSigma.pl)