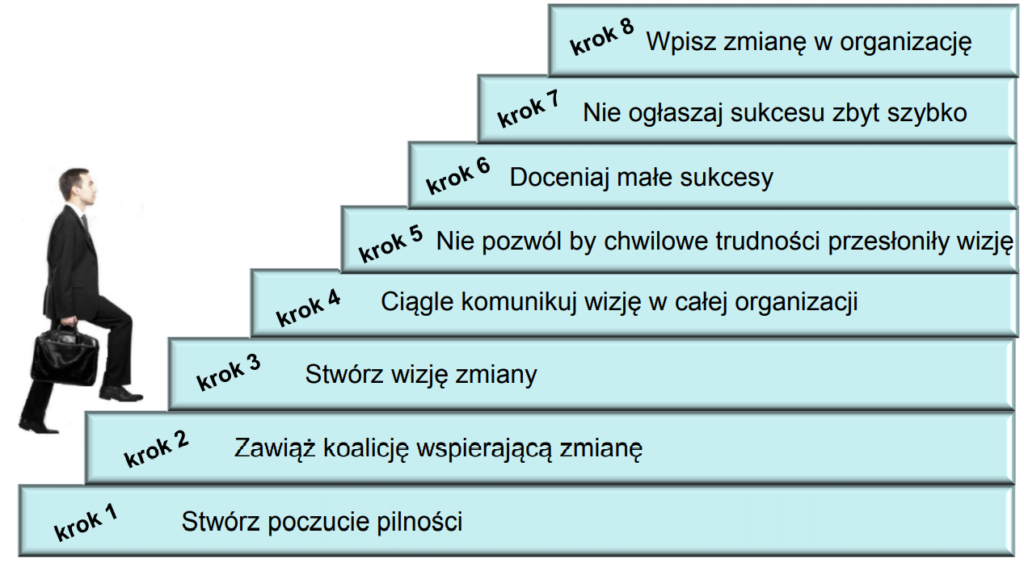
Model zmiany Kotter’a składa się z 8 podstawowych kroków, które mają nas przybliżyć do sukcesu. Nasze obserwacje jako kierowników projektów czy konsultantów wdrażających zmianę w firmach pokazują, że e powinniśmy pamiętać o nich wszystkich, jak również, że powinny być podjęte właśnie w takiej kolejności. Myślę, że warto przybliżyć każdy z nich, aby czytelnik mógł zderzyć nasze obserwacje ze swoimi, tym samym wyciągnąć wnioski dotyczące wdrażania zmiany i je zastosować w swoich okolicznościach. Często też zdarza się, że uczestnicy naszych szkoleń zaskakują nas – jakby nie było pozytywnymi dla nas spostrzeżeniami – mówiąc „faktycznie stosowaliśmy to, ale nie wiedzieliśmy że to ten model. Jesteśmy z niego zadowoleni, przyniósł naprawdę dobre rezultaty”. A zatem jak przełożyć powyższą grafikę na praktykę? Do dzieła.
Krok 1. Stwórz poczucie pilności.
Od tego wszystko się zaczyna. Żeby sponsor zgodził się Black Beltowi na projekt, żeby przypisał zasoby i dał zielone światło, najlepiej wskazać, że ten projekt właśnie jest krytyczny biznesowo i bez niego klient może odejść, bo ma już dość słabej jakości obsługi. W innym przypadku możemy stracić duży kontrakt i część załogi zostanie zwolniona. Nie trzeba przekonywać prezentacjami na kilkadziesiąt slajdów, ale wystarczy jeden slajd z finansowym podsumowaniem stanu na dzisiaj i tego co będzie, jeśli nie naprawimy naszego procesu. Liczby zawsze przemawiają, a wyrażone w PLN, dolarach czy Euro przemawiają jeszcze bardziej 😉 I gdy już wiemy w firmie, że nie ma innej drogi, że trzeba to zrobić, zwiększają się szanse na zrozumienie wśród załogi i można przejść dalej.
Krok 2. Zawiąż koalicję wspierającą zmianę.
Samemu trudno wygrać wojnę i zmienić firmę. Nawet jeżeli mamy samych sprzymierzeńców, musimy być zgodni co do celu, dlatego też kolejnym krokiem jest zbudowanie koalicji partnerów. Gdy nasz projekt się rozpocznie, musimy mieć w organizacji kogoś, kto będzie nam pomagał w trudnych chwilach i będzie wierzył w głębszy sens, tego co robimy. Koalicjanci są tym bardziej niezbędni, im więcej w firmie jest osób, które nie są tego samego zdania co my i mogą na pewnym etapie nam przeszkadzać. Inaczej wygląda gdy pozytywnie o naszym projekcie wypowie się niezależny obserwator (który jak wiemy jest naszym koalicjantem), a inaczej jeśli na każdym spotkaniu pozytywne komunikaty pojawiają się tylko od jednej osoby – lidera projektów. W pierwszej sytuacji nasza wiarygodność jest większa, chyba się z tym zgodzimy.
Krok 3.Stwórz wizję zmiany.
Gdy wiemy na kogo możemy liczyć, czas by wspólnie z koalicjantami stworzyć wizję zmiany. To tam, gdzie chcemy być. Czy defekty w naszych procesach mają zostać wyeliminowanie do zera? Czy chcemy to zrobić za pomocą naszych pracowników, czy też może naszą wizją jest w pełni zrobotyzowana linia produkcyjna? W jednej z firm obszaru SSC, w której bardzo ważna jest relacja kosztowa cena/dokument, który jest przetwarzany dla klienta, CEO nieustannie powtarzał, że w ciągu 2 najbliższych lat wszystkie transakcje mają być realizowane na dokumentach elektronicznych. Cała firma wiedziała, że zgodę na realizację dostaną tylko te projektu, które przybliżają ją do tego celu.
Krok 4. Ciągle komunikuj wizję w całej organizacji.
Może okazać się, że w trakcie jak prowadzimy projekt, zakomunikowana wcześniej wizja nie jest dla nowych uczestników zrozumiała. Dlatego wspólnie z naszymi koalicjantami regularnie podkreślamy istotę naszej wizji i co ważniejsze – mówimy tym samym językiem do wszystkich, którzy być może nie wierzą do końca w powodzenie. Przykład? Jeżeli w firmie ze względu na reklamacje klientów, dotyczące jakości dostarczanych im produktów, uruchomiono program poprawy jakości, i w jego ramach realizowanych jest kilka projektów, każdy z nich powinien być komunikowany z tzw. wizją końca. Należy podkreślać jaki ma to wpływ na jakość naszych produktów, co się stanie jeśli nie uda nam się tego dokonać (poczucie pilności). Gdy jako Black Belt realizuję swoje projekty lub jestem mentorem dla innych liderów projektów, zawsze podkreślam wagę komunikowania wizji tego co robimy. W przeciwnym razie, czy uda nam się zaangażować pozostałych interesariuszy, jeśli nie będą wiedzieć co na nich czeka na koniec dnia? Marne szanse.
Krok 5. Nie pozwól by chwilowe trudności przesłoniły wizję.
Na każdym etapie projektu Six Sigma może okazać się, że coś idzie nie po naszej myśli. Mamy opóźnienie, interesariusz zmienił zdanie i nie chce dostarczyć nam danych tak jak się umawialiśmy. Co wtedy? Przede wszystkim należy potraktować takie sytuacje jako naturalne elementy w cyklu życia projektu, dowiedzieć się dlaczego tak się stało, naprawić i iść dalej. Przykład? Jeżeli w fazie analyze po wykonanych analizach nie otrzymujemy jasnego sygnału co do przyczyn źródłowych naszego problemu, nie zawieszamy projektu tylko wracamy do fazy measure by ponownie przyjrzeć się procesowi i poszukać potencjalnych kluczowych zmiennych. Podobnie rzecz się ma w fazie improve. Jeżeli wdrożyłem rozwiązania, które miały naprawić mój proces, ale pilotaż pokazuje, że osiągnięte parametry nie są zadowalające, zbieram ponownie zespół i jeszcze raz zastanawiamy się, jakie rozwiązania powinny zostać wdrożone. W każdej takiej sytuacji, gdy pojawia się trudność, osoby niesprzyjające będa święcić swój triumf, nie mniej jednak siła koalicji jest czymś, co sprawdza się właśnie w takim trudnym czasie.
Krok 6. Doceniaj małe sukcesy.
W modelu Kotter’a mówi się nie tylko, że nie powinniśmy „załamywać się” w związku z trudnościami, które napotykają nas w projekcie, ale dodatkowo motywuje się nas do tego, by pozytywnymi osiągnięciami „chwalić się” i komunikować je w firmie. Takie działanie ma na celu zaangażowanie w działania projektowe większej ilości osób, dzięki temu, że zniknie strach przed nowym. Przykład? W jednej z firm aby wyeliminować nadmierne koszty związane z nadgodzinami zdecydowano się na wdrożenie systemu RCP (raport czasu pracy). W początkowej fazie gdy zakomunikowano, że taki system zostanie wdrożony, w firmie pojawił się opór (trudności z kroku 5), ale dzięki dobrej komunikacji i wykazaniu zalet tego systemu uzyskano akceptację znacznej części załogi firmy. Sukces ten został podchwycony przez lidera projektu i osoby te wzięły udział w pilotażu rozwiązania, dzięki czemu faza UAT (user acceptance testing) zakończyła się pomyślnie w pierwszym podejściu.
Krok 7. Nie ogłaszaj sukcesu zbyt szybko.
Mam znajomego, który powtarza często, że jednym z grzechów głównych powinno być zniechęcenie. Jest to w naturze ludzkiej, żeby cieszyć się z osiąganych sukcesów, szczególnie jeśli przychodzą po trudnych chwilach. Nie mniej jednak lider projektu nie może ogłosić sukcesu przed zakończeniem projektu. Jest to częsty błąd, który popełniają niedoświadczeniu Green i Black Belci ogłaszając sukces po wdrożeniu rozwiązań i uzyskaniu wstępnych informacji/danych na temat tego, że działają rozwiązania i wyniki poprawiły się. W rzeczywistości sukces można „odtrąbić’ znacznie później, na zakończenie fazy control. Często do zbyt wczesnego ogłoszenia sukcesu przyczynia się również sponsor projektu, który – jeśli nie obeznany z metodyką DMAIC – chce zabrać zasoby i przekierować do innego projektu, podczas gdy faza control może ich właśnie potrzebować.
Krok 8. Wpisz zmianę w organizację
By każdorazowo nie zaczynać od nowa, zaleca się uczynić ze zmiany w organizacji rzecz naturalną. W przypadku projektów DMAIC moglibyśmy powiedzieć, że przyzwyczajamy naszą firmę do tego, że projekty DMAIC są naszą codziennością, że pracownicy będą brali w nich udział i że cała organizacja powinna je wspierać, bo tylko wtedy osiągnie nadzwyczajne efekty. W firmie nie ma czasu na to, by za każdym razem ilekroć pojawi się przełomowy projekt przekonywać pracowników na nowo, że to jest ważne, że to musimy zrobić, itd. Pracownicy powinni czuć, że zmiana jest czymś naturalnym, a dzięki temu realizowane projekty będą przynosiły lepsze efekty dużo szybciej. A o to właśnie chodzi.
Podsumowanie.
W ten oto sposób model Kotter’a może pomóc nam prowadzić projekty DMAIC w naszej firmie. Jak pokazuje nasze doświadczenie, wiele firm korzysta z tego modelu nieświadomie, co nie przeszkadza w osiągnięciu dobrych rezultatów. W każdym z przypadków, z którymi się spotkaliśmy podkreślano wagę poczucia pilności, koalicji, wizji oraz komunikacji w trakcie procesu zarządzania zmianą. To pokazuje nam jak ważne jest świadome zarządzanie „lękiem przed nowym” i w jaki sposób może zmienić to zagrożenie w przewagę.