BLOG
-
Zarządzanie projektem Lean Six Sigma

Wprowadzenie do DMAIC
Z projektem DMAIC jest jak z tym dowcipem: „przychodzi baba do lekarza i mówi że ją boli, tylko nie wiadomo gdzie”. No to doktor musi zbadać, zebrać informacje, zrobić wywiad, a tak w ogóle powinien zacząć od tego, że dowie się o co tak naprawdę pacjentce chodzi…


Define 1.Definiowanie problemu
Wybór problemu jest pierwszym krokiem w fazie Define i jest kluczowy dla powodzenia projektu. Skąd wiemy, czy jakiś problem nadaje się do rozwiązania za pomocą DMAIC?

Define 2. Wstępna analiza procesu
Gdy mamy już wybrany problem, którym chcemy zająć się w naszym projekcie (tzw. project Y ‚why’) i mamy już wybrany proces, którego ten problem dotyczy, to przychodzi czas na wstępna analizę procesu.


Define 3. Określenie oczekiwań klienta
Kluczowym pytaniem, które organizacja powinna sobie ciągle zadawać by aktualizować swoją strategię jest: ‚czego oczekuje od nas klient’? Podobnie rzecz się ma w programie 6 sigma – realizujemy projekty usprawnieniowe, których celem jest satysfakcja klienta.


Define 4. Akceptacja karty projektu i kick-off
Za nami analiza problemu, definiowanie procesu w którym będziemy realizować projekt oraz określenie głosu klienta. Z zebranymi informacjami udajemy się do sponsora i przedstawiamy swoje potrzeby dotyczące działań projektowych.


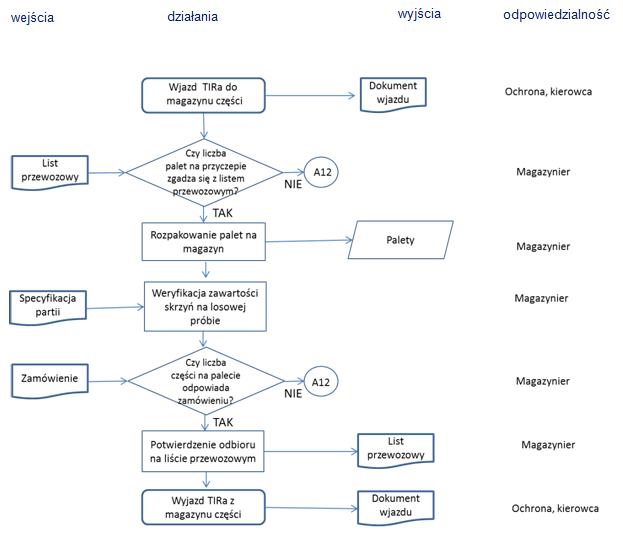
Measure 1. Opracowanie szczegółowej mapy procesu
Po zatwierdzeniu karty projektu przez zespół, interesariuszy oraz sponsora projektu, lider może przystąpić do dalszych prac projektowych. Wchodzimy zatem do fazy Measure, której głównym zadaniem jest zebranie informacji co do tego, jak wygląda nasz proces.

Measure 2. Identyfikacja potencjalnych zmiennych
W ostatnim wpisie mapowaliśmy nasz proces, aby uzyskać jego szczegółowy obraz. Posiadając mapy procesu, które są naszym punktem odniesienia, wraz z zespołem zaczynamy poszukiwanie x’ów które wpływają na naszego Y’ka.

Measure 3. Planowanie zbierania danych
Wspólnie z zespołem wypracowaliśmy listę potencjalnych zmiennych wpływających na nasz problem. Teraz należałoby zebrać dane ich dotyczące, aby w dalszej kolejności wykazać zależność statystyczną. Czeka nas zatem przygotowanie planu zbierania danych.

Measure 4. Weryfikacja systemu pomiarowego
W metodyce Six Sigma, analiza MSA (Measurement System Analysis) pojawia się w fazie Measure i jest traktowana jako obowiązkowy etap przed rozpoczęciem zbierania danych. Dlaczego?


Measure 5. Opracowanie statystycznego obrazu procesu
Gdy upewniliśmy się, że nasz system pomiarowy jest zarówno powtarzalny jak i odtwarzalny, możemy przystąpić do zbierania danych. Zbieramy dane historyczne, ale czasem też, jeśli ich brakuje, musimy je po prostu "dozbierać". Jak to zrobić? Na co zwrócić uwagę?


Zarządzanie zmianą w projekcie Six Sigma. Model Kotter'a z pomocą
W każdym projekcie niezależnie od stosowanej metodyki kierownik projektu może napotkać opór. Opór to nic innego jak strach przed nowym. Może wystąpić wśród członków zespołu projektowego, chociaż rzadziej, natomiast najczęściej opór pojawia się w organizacji, którą poddajemy zmianie. Jak zapobiec negatywnemu wpływowi na projekt? Z pomocą przyjdzie nam model zmiany J.P.Kottera.
Analyze 1. Wstępna analiza danych.
Faza Measure zakończyła się zebraniem danych i teraz przyszedł czas na ich wstępna analizę. Zwykle wykorzystujemy w tym celu metody graficzne, w zależności od tego jakiego rodzaju dane udało nam się zebrać, dyskretne czy ciągłe. Jest to również krok, który przygotowuje nas do bardziej zaawansowanych analiz statystycznych i weryfikacji związków przyczynowo-skutkowych za pomocą hipotez statystycznych.
-
Zarządzanie projektem 6 sigma. Faza Measure krok 3. Planowanie zbierania danych
Pisząc o zbieraniu danych, od razu na myśl przychodzą mi wybory prezydenckie w USA, które odbyły się w 1936r. Głównymi kandydatami byli Alf Landon oraz Franklin Delano Roosevelt. Oczywiście przeprowadzono wtedy również sondaż prezydencki przeprowadzony przez Literary Digest, na ogromnej, bo aż dwumilionowej próbie. Wyniki sondażu: Alf Landon (57%), Franklin Roosevelt (43%). Była to jedna z większych pomyłek sondażowych, bo prawdziwe wybory dały zwycięstwo Rooseveltowi, który otrzymał 61% głosów. Dodać należy, że w czasie tych wyborów dobre wskazanie zanotował dr George Gallup i to o firmie z jego nazwiskiem w nazwie często słyszymy przy okazji różnych wyborów. Gallup Organization stał się synonimem badań opinii publicznej.
Skąd taki błąd przy tak dużej próbie?
Problemem był dobór próby badawczej. Literary Digest wysłało 10 mln ankiet, z czego wróciło 2 mln (tzw. response rate). Co więcej, osoby, do których wysłano ankietę zostały znalezione w spisie abonentów telefonicznych (czyli posiadali telefon) oraz wśród posiadaczy samochodów. To oznaczało, że wybrano dość zamożną jak na tamte czasy część mieszkańców USA, wśród których przeważali sympatycy Republikanów. W badaniu pominięto natomiast ludzi biednych, którzy w większości głosowali na Roosevelta. Okazało się też, że Republikanie częściej odsyłali ankietę niż zwolennicy Demokratów (chichot losu, biorąc pod uwagę sytuację z wyborów w 2021r. Trump – Biden, gdzie to Demokraci częściej korzystali z korespondencyjnego sposobu głosowania.)
Oznacza to, że umiejętny dobór próby jest nie mniej istotny niż wielkość próbki badawczej. Można zaryzykować stwierdzenie, że nawet ważniejszy.
Jak zatem dobierać próbę w projektach Six Sigma?
Próba powinna być reprezentatywna i losowa.
Za reprezentatywną dla populacji można uznać próbę, której wszystkie cechy ściśle odzwierciedlają te same cechy populacji. Załóżmy, że pewna firma produkuje: żarówki tradycyjne (20% całości produkcji), świetlówki (30%) oraz tzw. żarówki LED (50%). Jeżeli chcielibyśmy zbadać wpływ technologii na długość działania (świecenia), to powinniśmy dobrać próbę uwzględniając powyższe proporcje.
Dodatkowo próba powinna być losowa, a to oznacza, że każdy przypadek ma takie same szanse na znalezienie się w próbce. Wiemy, że struktura próbki będzie taka, jak opisano powyżej, ale nie zostało dookreślone, która konkretna żarówka będzie podlegała badaniu.
Gdybyśmy chcieli przebadać 100 studentów, to najszybciej byśmy zrealizowali badanie idąc np. na „Wittigowo” i przepytując studentów Politechniki pędzących z akademików na zajęcia. Problem polega na tym, że nie byłaby to losowa próbka studentów. Po pierwsze, byliby to studenci z Politechniki (odcinamy inne uczelnie), po drugie mieszkający w akademikach (nie uwzględniamy wynajmujących mieszkania w mieście, ani tych z Wrocławia i okolic, którzy nie potrzebują wynajmować stancji). Po trzecie, stojąc o określonej godzinie, np. rano, nie dotrzemy do osób, które rozpoczynają zajęcia później i o tej godzinie jeszcze śpią.
Jak widać, dobór próby nie jest tak prosty jak się wydaje, a im więcej istotnych z punktu widzenia projektu optymalizacyjnego czynników uwzględnimy, tym wnioski będą bardziej miarodajne. W przypadku żarówek, warto np. pobierać próby w różnych dniach oraz w różnych godzinach na przestrzeni np. 1 miesiąca. Jeżeli praca jest zmianowa, to warto to uwzględnić, tak aby wszystkie zmiany miały swoje odzwierciedlenie w próbce. Jeżeli produkcja jest podzielona na lokalizacje (np. dwa zakłady z identycznymi liniami produkcyjnymi w różnym miastach), różne linie produkcyjne (np. różne maszyny, różny wiek maszyn, różne zużycie), to również ten aspekt powinien zostać uwzględniony. Być może proces produkcji da się podzielić na etapy. Jeżeli tak, to weźmy to pod uwagę.
To o czym napisałem powyżej jest poniekąd odstępstwem od czystego doboru losowego, gdzie każda żarówka powinna zostać ponumerowana, a następnie maszyna losująca wybierałaby konkretny numer (podobnie jak w LOTTO). Opisany powyżej dobór warstwowy (stratyfikacja) zapewnia jednak odpowiednią reprezentację zmiennych stratyfikacyjnych, a próbka tak dobrana będzie nam służyła w dalszej części projektu do analizy hipotez i ustalaniu przyczyn źródłowych.
Przez wielu dobranie próby metodą prostego doboru losowego jest taktowane niemal jak świętość, ale biorąc pod uwagę cel projektu Sigma, a także koszty ponoszone na próbkowanie, należy się starać zrobić to w sposób jak najbardziej użyteczny z punktu widzenia projektu.
Kolejnym ważnym pytaniem, które każdy badacz sobie zadaje przystępując do zbierania danych, jest pytanie o wielkość próby, tak aby szacowanie dokonane na jej podstawie miało jak największą dokładność.
Projekty, w których wykorzystuje się metodykę Sigmy, należą do grupy nieoczywistych, a co za tym idzie sporo danych należy samodzielnie wypracować przeprowadzając rozmaite eksperymenty, robiąc wdrożenia pilotażowe i weryfikując uzyskane z nich dane. Wyobraź sobie, że pracujesz w przemyśle chemicznym i masz projekt polegający na usprawnieniu procesu produkcyjnego w taki sposób, aby średnia wartość substancji X wydzielającej się w pewnym doświadczeniu uległa zwiększeniu (wzrost wydajności). Na początek poproszono Cię o oszacowanie średniej masy tej substancji, która wydziela się w obecnym procesie. Ile próbek musisz zbadać, aby z 95% pewnością ustalić średnią masę tej substancji w dokładnością +/- 0,01 grama?
Na początku nie wiadomo za dużo, więc przeprowadzacie w zespole projektowym kilka doświadczeń, aby dowiedzieć się w jakim zakresie wartości się poruszacie. 5 niezależnych doświadczeń dało następujące wyniki (w gramach):
Nr Wynik 1 2,10 2 2,12 3 2,12 4 2,16 5 2,10 Mając te dane można wyliczyć średnią i wariancję. Korzystając np. z formuł statystycznych Excela (średnia i wariancja) wygląda to następująco:
Średnia: 2,12 =ŚREDNIA(B2:B6) Wariancja: 0,0006 =WARIANCJA.PRÓBKI(B2:B6) Gdyby to było wszystko, świat byłby za prosty. Brakuje jeszcze wartość odczytanej z tablic statystycznych. Próbka jest mała (5 sztuk), zatem najlepiej skorzystać z rozkładu t-Studenta (bardzo podobny do rozkładu normalnego, a do tego dobrze się sprawdza przy małych próbkach). Gdyby to były zajęcia ze statystyki, teraz wyjęlibyśmy tablice w poszukiwaniu odpowiednich wartości, ale nie każdy jest fanem statystyki, a poza tym mamy XXI wiek.
Zgodnie z założeniami, chcieliśmy mieć 95% pewności, że średnia masa wyliczona z próbki będzie odpowiadała masie substancji wytwarzanej w skali przemysłowej. Co za tym idzie dopuszczamy 5% ryzyko błędu (100% – 95% = 5%). Jest to tzw. poziom istotności zapisywany grecką litera alfa (α).
Excel w formule (ROZKŁ.T.ODWR.DS) zwracającej odwrotność rozkładu t-Studenta, upomni się jeszcze o liczbę stopni swobody, wyliczaną jako liczba eksperymentów minus jeden (5 – 1 = 4). Podstawiając dane do formuły Excela uzyskujemy wynik 2,776.
Wartość statystyki T 2,776 =ROZKŁ.T.ODWR.DS(0,05;4) Teraz w prosty sposób można wyliczyć minimalną wielkość próbki korzystając ze wzoru:


Po przeprowadzonych wyliczeniach można powiedzieć, że oprócz 5 próbek które już mamy, należy jeszcze dokonać 42 pomiarów. Dopiero mając próbkę licząca minimum 47 sztuk, będziemy mogli z 95% pewnością powiedzieć, że średnia masa uzyskiwana w tym procesie wynosi (….tu wstawiamy wyliczenie średniej z min. 47 pomiarów….), z dopuszczalnym maksymalnym błędem pomiaru sięgającym 0,01 grama.
W projektach Six Sigma często pracuje się na danych jakościowych typu: dobry/zły, poprawny/ wybrakowany. Jak sobie poradzić z takim przypadkami?
Teraz przykład przeniesie Cię do hurtowni, która specjalizuje się przechowywaniu i dystrybucji konserw. Niestety dział jakości stwierdził nieprawidłowości w przechowaniu pewnej partii towaru. Szacuje się że ok. 10% partii mogło się zepsuć (historycznie był kiedyś podobny przypadek, stąd dział jakości zaczerpnął dane, ale gdyby to był pierwszy raz, trzeba by było otworzyć jakąś część i to zweryfikować). Naszym zadaniem jest oszacowanie ilości puszek, które należy sprawdzić, aby na 90% być pewnym, jaki jest faktyczny procent zepsutych konserw, z dokładnością do +/-5%.
W przypadku tego typu problemów korzystamy ze wzoru, który opiera się na frakcjach oraz bazuje na najbardziej rozpowszechnionym rozkładzie, czyli rozkładzie normalnym.


Mamy zatem takie dane:
- udział puszek zepsutych = 10% = 0,1
- udział puszek dobrych = 100% – 10% = 90% = 0,9
- dokładność pomiaru = 5% = 0,05
Zostaje najtrudniejsze, czyli wyliczenie statystyki Z. Technicznie rzecz ujmując chcemy sprawdzić, dla jakiego parametru Z powierzchnia pod krzywą rozkładu normalnego wyniesie 90% (wymagany przez dział jakości poziom pewności odnośnie procentu zepsutych puszek. To oznacza, że poziom istotności (α) wynosi 10%, przy czym, z uwagi na to, że rozkład ten jest dwustronny, te 10% rozkładają się równo po obu stronach krzywej (2 x po 5%). W Excelu wybieramy funkcję ROZKŁ.NORMALNY.S.ODWR(). Funkcja ma tylko jeden argument (prawdopodobieństwo). Prawdopodobieństwo wpisywane do funkcji wyniesie zatem (1 – α/2 = 1 – 0,05 = 0,95), a wynik funkcji to 1,64.
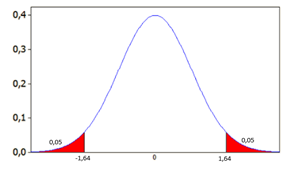



Chcąc zatem poznać procent zepsutych konserw należy z danej partii losowo wybrać minimum 97 puszek.
Uwaga: w Sigmie najczęściej używa się poziomu istotności (α) = 0,05, natomiast poniżej pokazano wartości Statystyki Z dla α od 0,01 do 0,1. Może się przydadzą w Twoim projekcie.
poziom
istotności αZ 0,01 2,576 0,02 2,326 0,03 2,170 0,04 2,054 0,05 1,960 0,06 1,881 0,07 1,812 0,08 1,751 0,09 1,695 0,1 1,645 O odpowiednią wielkość próbki należy też zadbać przymierzając się do analizy hipotez badawczych. Testy są różne i różna jest ich moc statystyczna, ale o tym kilka słów w jednym z kolejnych artykułów.
-
Faza Measure krok 2. Identyfikacja potencjalnych zmiennych wpływających na problem.
-
Zarządzanie projektem 6 Sigma. Faza Measure krok 1. Opracowanie szczegółowej mapy procesu
-
Zarządzanie projektem 6 Sigma. Faza Define krok 4. Akceptacja karty projektu i kick-off
Za nami analiza problemu, definiowanie procesu w którym będziemy realizować
projekt oraz określenie głosu klienta. Wiemy zatem co boli naszą firmę i w
którym miejscu, a teraz trzeba porozmawiać o tym ze sponsorem i uzgodnić plan
działania. Z zebranymi informacjami udajemy się do sponsora i przedstawiamy
swoje potrzeby dotyczące działań projektowych. Wspólnie ze sponsorem ustalamy
kto pomoże nam w projekcie – kto wejdzie w skład naszego
zespołu projektowego, a kto będzie wspierał nas swoją wiedzą i doświadczeniem
tylko od czasu do czasu, w zależności od potrzeb. Czyli rozróżniamy zespół
zarządzający projektem od zasobów projektowych. Otrzymana zgoda na
zaangażowanie zasobów pozwala nam przejść dalej, przedstawiamy harmonogram
działań oraz planujemy ryzyka i działania na linii projekt-interesariusze.
Sponsor jest osobą, która w większości przypadków jest nam w stanie pomóc w
tych zadaniach. Tym samym czeka nas przygotowanie analizy ryzyk oraz analiza interesariuszy.
To bardzo ważne by w nasz projekt zaangażować od samego początku osoby, które
moga mieć wpływ na projekt w dalszych etapach – chcemy uniknąć sytuacji w
której ze względu na brak poinformowania o pracach projektowych w fazie Improve
nie dostaniemy zgody na wdrożenie naszych rozwiązań. Aby zaangażować
niezbędnych interesariuszy jak również powiadomić organizację o naszych
działaniach projektowych należy przeprowadzić kick-off, w trakcie którego
wspólnie przejdziemy przez kartę projektu. Będzie to dobry moment aby rozwiać
ewentualne wątpliwosci jak również uzyskać potwierdzenie zaangażowania poprzez
akceptację karty projektu. Przykladowa karta projektu Six Sigma znajduje się
poniżej i stanowi swoistą checklistę do fazy define. Dopiero gdy karta jest
wypełniona w całości możemy zrobić kick-off i przejść do następnej fazy –
Measure.

Przedstawiona tutaj karta jest najczęściej stosowaną przeze mnie w projektach usprawnieniowych. Lubię ja za prostotę i polecam innym bo zawiera podstawowe informacje niezbędne do uruchomienia projektu, jak również służy jako referencja w dalszych etapach – odwołujemy się do niej w trakcie całego projektu. Z jakich obszarów się składa? Możemy rozpocząć omawianie karty od informacji, które już mamy, a które należy w naszej karcie projektu uzupełnić. Sa to informacje kluczowe dla każdego projektu, a zaliczamy do nich: definicję problemu, który będziemy w projekcie rozwiązywać, cel/cele projektu oraz proces, którego projekt dotyczy. Cele naszego projektu, ich wartość obecna i ta, którą chcemy osiągnąć stanowią miary/charakterystyki naszego projektu i z nich zespół projektowy będzie rozliczany. Pochodzą one wprost od klienta i GB/BB musi mieć je cały czas na uwadze, projekt bowiem realizujemy przede wszystkim dla klienta. Problem, cele i zakres stanowią bazę naszych prac projektowych i wyznaczają obszar naszego działania.
Po określeniu kluczowych obszarów warto skutecznie nazwać nasz projekt. Skutecznie czyli umieścić informację w sposób budzący ciekawość pracowników naszej firmy tak, by chcieli dopytać się jaki jest jego cel i być może tym samym zaangażować się w działania projektowe, co może być dla nas bardzo pomocne. Szczególnie w organizacjach gdzie lider projektu musi sam zbudować sobie grupę projektową jest to bardzo pomocne. Numer projektu jest z kolei indywidualnym identyfikatorem projektu w organizacji i zwykle nadaje go Champion lub właściciel koszyka projektów usprawnieniowych, jeżeli w firmie mamy sprawnie działający program. Nie ma dwóch projektów o takim samym numerze. W dalszej kolejności data rozpoczęcia i zakończenia projektu (estymowane) a także informacje o liderze projektu oraz sponsorze (e-mail, numer telefonu, imię i nazwisko), tak by zawsze można było się z nimi łatwo skontaktować. Lider projektu zarządza zespołem projektowym, stąd w dalszej kolejności karta projektu zawiera informacje o zespole projektowym, który będzie zarządzał działaniami oraz o zasobach, które będą niezbędne – myślimy tutaj o zasobach materialnych, które trzeba zakupić lub wypożyczyć, jak np. oprogramowanie, whiteboard do mapowania procesu, pisaki, komputer, post-it notesy oraz niematerialnych – eksperci z naszej firmy, którzy będą wspierać nas w poszczególnych fazach. Wycena zasobów jest ważnym etapem projektu DMAIC pozwalającym na ocenę rzeczywistej stopy zwrotu z naszego projektu. Nic bowiem bardziej mylnego niż sformułowanie, że projekt przyniósł tylko oszczędności, a nie poniósł żadnych kosztów.
Gdy karta projektu jest wypełniona informacjami możemy zorganizować
kick-off projektu aby przedstawić nasz projekt sponsorowi, zespołowi projektowemu
oraz interesariuszom, aby zdobyć ich zaangażowanie. Może to być kluczowe w
trakcie projektu – by zebrać dane w fazie measure, wdrożyć rozwiązania w fazie
improve czy wykazać, że zmiany przyniosły rezultaty w fazie control.
Interesariusze są potrzebni liderowi, który dzięki nim jest w stanie nie tylko
przeprowadzić swoją zmianę w procesie ale przede wszystkim zaangażować
organizację, by go wspierała. Dobrą praktyką jest podpisywanie karty projektu,
w celu akceptacji warunków oraz uzgodnienia odpowiedzialności za konkretne
rezultaty. W dzisiejszych czasach w rozproszonych zespołach może to być
niewykonalne, aby spotkać się face-to-face, omówić cele projektu a następnie
podpisać kartę. Zamiast tego mamy telekonferencję i akcpetację przez maila lub
w workflow, tak też jest dobrze. Natomiast nie do przecenienia pozostaje
wartość rzeczywistego podpisu i spotkania we wspólnym gronie, gdzie jesteśmy w
stanie odpowiedzieć na każde pytanie i ustalić, że zgadzamy się na warunki
współpracy. Okazuje się bowiem czasami, że dopiero przed złożeniem podpisu
sponsor zapoznaje się dokładnie z zakresem prac i zaczyna być świadomy swojej
roli…Podsumowując rolę i znaczenie karty projektu w naszym projekcie DMAIC warto
zwrócić uwagę na to, że:
1. nie ma projektu Six Sigma bez karty projektu (!) – no bo w jaki sposób
będziemy odnosić się do problemu, celów i zakresu projektu?
2. karta projektu jest kontraktem między liderem projektu oraz sponsorem –
sponsor zgadza się dostarczyć liderowi zasobów do realizacji prac, zaś lider zobowiązuje
się dostarczyć konkretnych rezultatów
3. karta projektu pełni rolę checklisty dla Green Belta/Black Belta – wskazuje
co musi zostać wykonane w fazie define
4. karta projektu jest dokumentem referencyjnym, do którego wracamy w trakcie
projektu aby walidować zakres projektu oraz odświeżać ustalone cele
5. last but not least – karta jest wizytówką projektu, którą wykorzystujemy aby
komunikować w firmie, że realizujemy taki a taki projekt, unikając sytuacji w
której ktoś zacznie realizować projekt o takim samym zakresie lub na tym samym
procesie, przy podobnym problemie.Po podpisaniu/zaakceptowaniu karty projektu przechodzimy od następnego etapu projektu Six Sigma, czyli do fazy Measure, w której to będziemy chcieli zebrać wszelkie liczby, dane i fakty i opracować statystyczny obraz procesu, w którym występuje problem. Innymi słowy będziemy chcieli zidentyfikować potencjalne zmienne (x) które wpływają na nasz problem (Y) i zebrać dane, by w fazie Analyze za pomocą analiz statystycznych dowieść powiązania (lub braku) pomiędzy nimi.
Post Scriptum.
1. Przykładowa karta projektu, która posłużyła mi do zbudowania własnej może
zostać znaleziona w książce The Six Sigma Handbook, autorstwa T.Pyzdek,
P.Keller
2. Dodatkowo w fazie define należy przeprowadzić planowanie: ryzyka,
interesariuszy, budżetu oraz opracować harmonogram. Widzimy zatem, że jeżeli
chodzi stricte o narzędzia zarządzania projektem to lider projektu six sigma
powinien czerpać dobre praktyki z innych metodyk projektowych, np. PMBOK,
jako że sam DMAIC takowych nie daje. -
Zarządzanie projektem 6 Sigma. Faza Define krok 3. Określenie oczekiwań klienta


Jako pasjonat metodyki 6 Sigma i podejścia do zarządzania projektami usprawnieniowymi bazującego na DMAIC, prowadząc szkolenia i rozmawiając z różnymi osobami w trakcie konferencji (których nota bene ostatnimi czasy jest coraz więcej) staram się przekonać rozmówców, że ten program – jeśli wdrożony z głową – może przynieść firmie wspaniałe rezultaty. Często w trakcie takiej wymiany poglądów dochodzi do odwołania się do firmy, w której 6 sigma się narodziła, a chodzi o Motorolę. W 1985 Motorola wdrożyła program 6 sigma, jako panaceum na problem jakościowe swoich produktów, by w rok później otrzymać Amerykańską Nagrodę Jakości im. Baldrige’a (Malcolm Baldrige National Quality Award). To co znamy z programów 6 sigma czyli DMAIC, różne kolory beltów, masterów (czyli program certyfikacyjne) wykuwało się właśnie tam. Po Motoroli w Stanach Zjednoczonych program 6 sigma stał się na tyle popularny, że wdrożyły go takie firmy jak General Electric, Allied Signal czy Kodak. Nawet US Army szczyciło się jeszcze kilka lat temu osiągnięciami z wdrożonego program ciągłego doskonalenia bazującego na 6 Sigma (co prawda z domieszką Lean a więc Lean 6 Sigma).
Warto zatem zapytać, czy ten program jest naprawdę tak dobry, skoro obecnie ani Motorola ani Kodak nie są liderami swoich rynków, a wręcz bezpowrotnie z nich zniknęły. O co zatem chodzi? Dlaczego ciągle słyszymy, że ten program może być panaceum na problem organizacji, a firmy które go zastosowały – w długim okresie czasu wyszły na tym źle? Tutaj dochodzimy do sedna. Wśród firm, które wdrożyły ten program są takie, którym sie udało jak i takie, którym się nie udało. Sam program to nie wszystko – liczy się bowiem najbardziej istotna i fundamentalna ze wszystkich kwestia – strategia. Jeżeli firma nie ma jasnej strategii działania, to niestety jej się nie uda. Nie chodzi bowiem o pogoń za idealnym produktem, takim który będzie spełniał najsurowsze wymagania jakościowe, ale chodzi przede wszystkim o to, żeby spełniać oczekiwania klienta. Czasy się zmieniają, nowe technologie wprowadzają nowe możliwości (smartfony, technologia cyfrowej obróbki zdjęć, itd.) i jeżeli nasza strategia nie nadążam za tymi zmianami, niestety żaden program nam nie pomoże.
Zatem kluczowym pytaniem, które organizacja powinna sobie ciągle zadawać by aktualizować swoją strategię jest: ‚czego oczekuje od nas klient’? Podobnie rzecz się ma w programie 6 sigma – realizujemy projekty usprawnieniowe, których celem jest satysfakcja klienta. O kliencie nie możemy zapomnieć w naszym projekcie, bo projekt realizujemy właśnie dla NIEGO. To właśnie dlatego zaraz po wstępnej analizie procesu przechodzimy do oczekiwań klienta naszego procesu, który chcemy usprawnić. Chcemy bowiem dowiedzieć się od klienta, jakie problem sprawia mu process i co powinniśmy usprawnić, aby był zadowolony.
W rozbudowanej analizie potrzeb klienta może nam pomóc model Kano (autor: Noriaki Kano), natomiast do podstawowej analizy możemy wykorzystać podejście CTC-CTQ (Critical to Customer – Critical to Quality). CTQ pomaga przełożyć często enigmatycznie wyrażone ‚chciejstwa’ (chciałbym bardziej czerwony, liczę na lepiej, szybciej, taniej) lub ‚niechciejstwa’ (nie chcę takiego smaku) na konkretne miary, charakterystyki czy wręcz specyfikację procesu. Jeżeli mamy coś osiągnąć – dobrze by było wiedzieć co, a w tym właśnie pomoże nam CTQ. Gdyby pokusić się o jednozdaniową definicję tej metody, wyglądałaby pewnie tak: ‚CTQ to przejście od wyrażonych w sposób ogólny oczekiwań klienta, do parametrów procesu, które musimy uzyskać, aby te oczekiwania spełnić’. Innymi słowy jest to przejście od potrzeby 1wszego poziomu (CTC) do potrzeby 3ciego lub 4tego poziomu (CTQ). W zależności od tego jak bardzo złożone oczekiwanie klienta – dotyczące produktu lub usługi – jest, poziomów może być więcej lub mniej. Ich liczba nie jest stała.
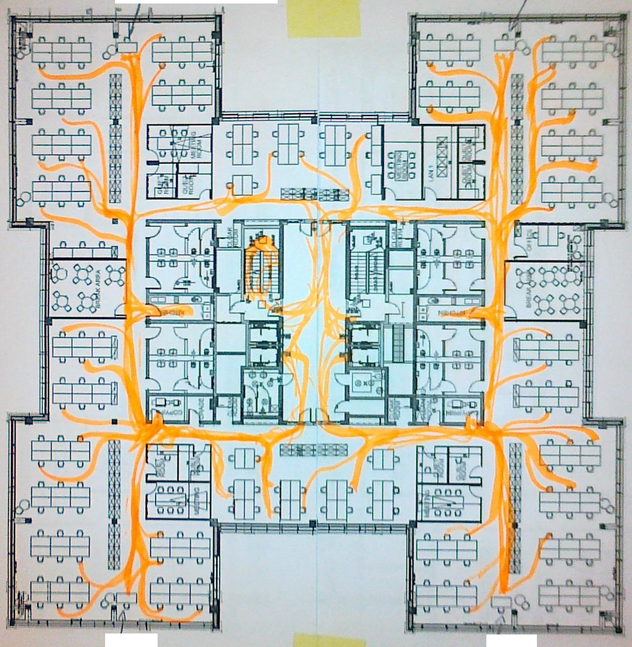
Chciałbym posłużyć się teraz pewnym przykładem, który pomoże nam lepiej zrozumieć ideę CTQ. Chodzi mianowicie o projekt zrealizowany we Wrocławiu przy okazji Mistrzostw Europy w piłce nożnej Polska-Ukraina w 2012 roku, a konkretnie o odnowienie dworca głównego PKP. Jak wiemy właśnie wtedy zmienił swój kolor na – jak to niektórzy obserwatorzy podsumowują – wściekło pomarańczowy, zaś według osób biorących udział w renowacji uznawany jest za pierwotny (po dokonaniu ponad 300 odkrywek), a nazywa się fachowo pomarańczowy ugier.
Zainspirowała mnie sytuacja, której byłem uczestnikiem na przystanku autobusowym w pobliżu dworca PKP właśnie. Pasażerowie dyskutowali na temat jednej ze ścian budynku, która co jakiś czas jest malowana na inny kolor. Raz to piaskowy, raz pomarańczowy, innym zaś razem żółty albo szary. Oczekujący ubolewali (eufemizm) nad tym, że pewnie to drogie, sporo kosztuje i zastanawiali się, dlaczego PKP jako zarządca nie może się w końcu zdecydować na konkretny kolor. Byłoby lepiej dla wszystkich bo to nasze podatki przecież, itd… Historia ma drugie dno. Budynek dworca by zostać odnowiony musiał pogodzić interesy kilku zaangażowanych stron, między innymi sponsora, głównego architekta, konserwatora zabytków czy zarządcy obiektu. Nie w sposób przypadkowy zarządca obiektu znalazł się na samym końcu – nie mógł podjąć decyzji co do koloru samodzielnie, miał odnowić budynek zgodnie z zaleceniami architekta i konserwatora. Dlatego też ściana budynku tak wiele razy zmieniała kolor, co wychwycili pasażerowie autobusów – trzeba było dobrze ten kolor dobrać, a przecież przed wojną nie było kolorowych zdjęć, zatem dopuszczono się pewnego eksperymentu: malowano ścianę i sprawdzano, czy spełnia określone wymagania. I tak raz za razem.
W naszym języku powiedzielibyśmy, że przechodzono od oczekiwań klienta (konserwator) do konkretnego parametru, charakterystki, a zatem od potrzeby ogólne do specyfikacji. Poprzez analyze wielu kolorów, która się dokonała, klient w tym przypadku konserwator, mógł w końcu wybrać ten najbardziej odpowiedni, a zatem przeszedł z poziomu potrzeby ogólnej – odmalowanego dworca – do poziomu specyfikacji – dworca odmalowanego farbą o konkretnym numerze NCS S2050-Y30R.
I tak właśnie powinno postępować się za każdym razem, gdy chcemy dokładnie dowiedzieć się jakie są oczekiwania klienta – pytać do skutku aż otrzymamy konkretną informację. Szybki samochód – ile km/h to jest szybko? Ładny czerwony? Proszę pokazać palcem na palecie barw albo jeszcze lepiej w salonie, i na zewnątrz i przy zapalonych światłach…
W projektach 6 sigma ma to jeszcze dodatkowy wymiar – może okazać się, że klient poprzez takie ćwiczenie z nami procesowcami dojdzie do wniosku, że wcale nie potrzebuje spełnienia tak restrykcyjnych warunków dotyczących parametrów jakościowych produkty czy usługi. A nam wydawało się, że nie spełniamy jego oczekiwań (?) Teraz skoro już wiemy, że jest inaczej – może nie trzeba będzie usprawniać procesu, który de facto dostarcza to czego oczekuje klient (tak naprawdę klient był zadowolony tylko my sami stworzyliśmy sztucznie ten problem poprzez nieznajomość jego oczekiwań) tylko zmienić limity specyfikacji. Może nam to niejednokrotnie oszczędzić zbędnej pracy i spowodować, że zaczniemy spełniać rzeczywiste oczekiwania klienta, a nie te które nam się nimi wydają, a to wszystko bez konieczności przeprowadzenia projektu DMAIC (!). Jesteśmy co prawda GB i BB, ale zawsze powinniśmy brać pod uwagę zasoby firm w których pracujemy i nie angażować ich jeśli nie ma takiej potrzeby. Jeżeli mówimy o zasobach, to ich kwestia zostanie poruszona już w następnym artykule naszego cyklu dotyczącym karty projektu i spotkania otwierającego projekt, tzw. kick-off meeting. Już teraz zapraszam
Post Scriptum.
Historia dotycząca renowacji dworca, a konkretnie jego kolorytu jest opisana szczególowo tutaj:
http://www.gazetawroclawska.pl/artykul/394487,pomaranczowy-ugier-taki-bedzie-kolor-dworca-glownego-pkp,id,t.html -
Zarządzanie projektem 6 Sigma. Faza Define krok 2. Wstępna analiza procesu
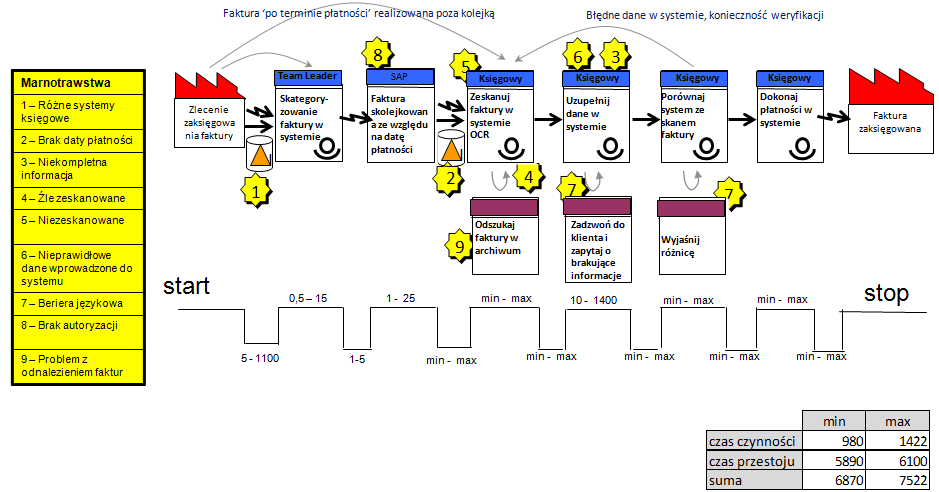
W ostatnim odcinku naszego cyklu artykułów wybieraliśmy problem, który chcemy rozwiązać z wykorzystaniem metodyki DMAIC. Gdy mamy już wybrany problem, którym chcemy zająć się w naszym projekcie (tzw. project Y ‚why’) i mamy już wybrany proces, którego ten problem dotyczy, to przychodzi czas na wstępna analizę procesu. Kluczowym słowem jest tutaj ‚wstępna’ ponieważ w fazie Define dopiero rozpoczynamy analizować nasz proces. Musimy zobaczyć jak wygląda proces na ogólnym poziomie, aby następnie przeanalizować dostępne dane i przekonać się, w którym miejscu (kroku) naszego procesu mamy największe problemy. Zatem rezultatem wstępnej analizy procesu będzie ogólny obraz procesu wraz z najważniejszymi krokami oraz danymi opisującymi te kroki biorąc pod uwagę naturę naszego problemu.
Do stworzenia ogólnego obrazu procesu najlepiej wykorzystać narzędzie SIPOC (Supplier-Input_Process-Output-Customer) którego zaletą jest to, że na jednej kartce papieru, na jednej tablicy czy jednym slajdzie jesteśmy w stanie opisać nasz proces. I to nie tylko główne kroki, ale też wejścia i wyjścia oraz dostawców i odbiorców. Ktoś może zapytać, dlaczego w tym momencie nie zacząć od szczegółowej mapy procesu, która jest w naszej księdze jakości, w naszym korporacyjnym systemie (mamy zmapowane wszystkie procesy w takich narzędziach jak Aris) itd. To dlatego, że my chcemy zobaczyć ogólny obraz procesu a nie szczegółowy, to po pierwsze. Po drugie w projekcie DMAIC nie wykorzystujemy już gotowych map procesów, gotowych analiz, gotowych scenariuszy – wszystko musimy wypracować sami. Dlaczego? Dlatego, że gdyby proces działał zgodnie z tym jak jest opisany, to nie byłoby problemu. A nie działa, prawda? Oznacza to, że to co mamy zmapowane albo nie jest wykorzystywane przez pracowników, albo jest mocno zdezaktualizowane. I dlatego proces przysparza nam problemów.
W drugiej kolejności
poprzez analizę dostępnych danych staramy się dowiedzieć, który z etapów
procesu jest dla nas kluczowy czyt. problematyczny. Jeżeli naszym problemem
jest lead time procesu to będziemy szukać danych dotyczących czasu trwania
poszczególnych kroków, a gdy naszym problemem jest odpad powstający w trakcie
procesu produkcyjnego, to będziemy chcieli dowiedzieć się, w którym miejscu
tego procesu najwięcej odpadu powstaje. Jest to nic innego jak zawężanie
naszego obszaru poszukiwania, które ma na celu skierowanie całej naszej mocy
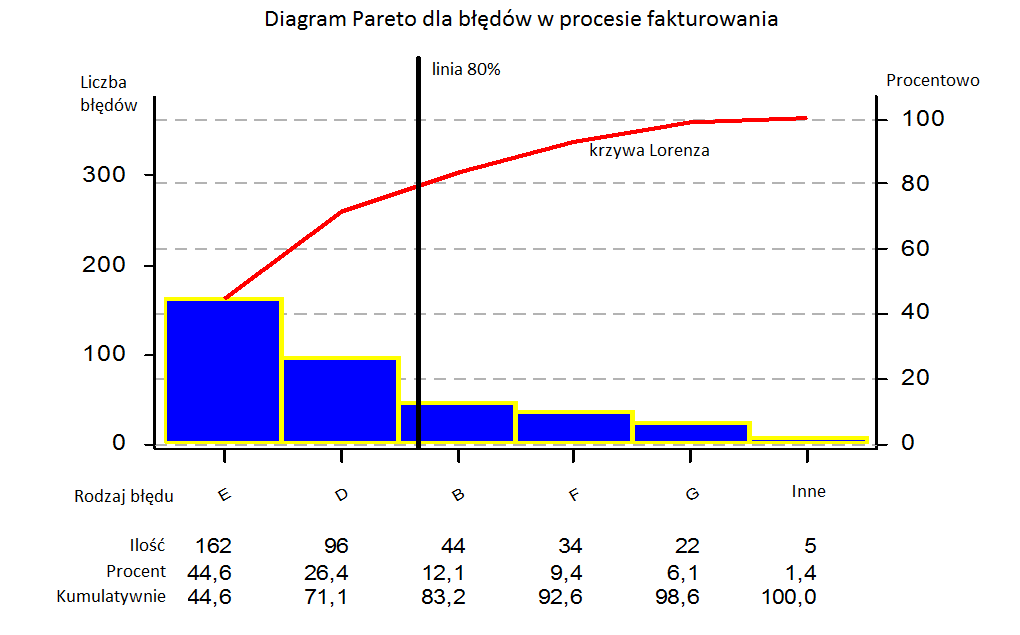
poznawczej na krytyczne kroki. Popularnym narzędziem, które możemy wykorzystać
w celu analizy dostępnych danych na tym etapie jest diagram Pareto-Lorenza,
który wraz z ogólnym obrazem procesu wskaże nam dokładnie, którym obszarem
procesu powinniśmy się zająć i dlaczego.Gdyby ktoś zastanawiał się nad tym, dlaczego bazujemy póki co na ogólnym
obrazie procesu to skłania nas do tego przede wszystkim to, że nie mamy jeszcze
tak naprawdę formalnej zgody na zaangażowanie zespołu projektowego i/lub
zasobów. To pojawia się dopiero w ostatnim kroku fazy Define w trakcie
spotkanie otwierającego projekt, tzw. kick-off meeting’u (spotkania
otwierającego projekt). Nie mamy jeszcze zespołu projektowego, chociaż możemy
już podpytywać sponsora o to, kogo i na ile czasu możemy zaangażować. To
działanie, którego podejmuje się GB/BB możemy nazwać wstępnym omawianiem
warunków projektu. Lider projektu musi przecież wiedzieć, czy może zaangażować
pracowników nawet na bardzo krótką chwilę (np.30 minut), ponieważ zwykle są to
pracownicy nie podlegający bezpośrednio GB/BB. Po drugie zaś chodzi przede
wszystkim o efektywność naszych działań – stworzenie ogólnego obrazu procesu
zajmie nam 1h, natomiast zmapowanie całego procesu zgodnie ze sztuką BPMN może
nam zająć 2 dni. Nie chcemy marnować kilkunastu godzin, jeśli ostatecznie
okazuje się, że będzie nas interesował tylko wycinek. Prawda? Może DMAIC jest
rozwiązaniem Six Sigma, ale nie wykluczajmy użycia podejścia Lean, gdy to
niezbędne.Zatem wiemy już, jaki zakres procesu będzie naszym obszarem działania w
projekcie, teraz należy znaleźć odpowiedź na pytanie: ‚czego oczekuje klient’?.
W firmach mamy do czynienia z różnymi rodzajami klientów – jedni są klientami
zewnętrznymi, inni są klientami wewnętrznymi, czasem nasz sponsor projektu jest
jednocześnie naszym klientem, itd. GB/BB musi zorientować się. kto za projekt
płaci, a kto wymaga i konkretnie czego? Innymi słowy – jakie parametry naszego procesu
spowodują, że klient będzie zadowolony z naszego usprawnienia? Jak do tego
dojść zostawmy na następny odcinek naszej serii w którym będziemy chcieli
określić wymagania klienta. ZapraszamWarte uwagi 🙂
1. Idea Pareto w codziennym życiu jest bardzo ciekawie opisana w książce pt.’Jedna rzecz’. W tej pozycji G.Keller i J.Papasan opisują, jak ważne jest odpowiednie zarządzanie priorytetami i skupianie się na rzeczach najważniejszych – innymi słowy wybór kluczowych 20% które powodują 80% rezultatów.
2.Ciekawostka – ponowie o zasadzie Pareto. Sama zasada została sformułowana nie jak można by przypuszczać przez Vilfredo Pareto, lecz w 1951 roku przez Josepha Jurana w książce Quality Control Handbook. Opisywał ją Juran jako zasadę analizy „kluczowych nielicznych i błahych licznych”. Juran powoływał się na prace Pareta i nazwał zasadę 80/20 jego nazwiskiem… -
Lean, Six Sigma, Lean Six Sigma…
-
Zarządzanie projektem Six Sigma. Wprowadzenie do DMAIC
 Z dimejkiem (DMAIC) jest jak z tym dowcipem: „przychodzi baba do lekarza i mówi że ją boli, tylko nie wiadomo gdzie”. No to doktor musi zbadać, zebrać informacje, zrobić wywiad, a tak w ogóle powinien zacząć od tego, że dowie się o co tak naprawdę pacjentce chodzi… Projekty Six Sigma mają to do siebie, że wyglądają trochę jak taka wizyta u lekarza. Jak jest to zły lekarz to i projekt jest kiepski, ale jak dobry – no to rezultaty też są zgodne z oczekiwaniami, albo nawet lepsze. Green Belt lub Black Belt, jako przedstawiciele infrastruktury Six Sigma w firmie pełnią rolę lekarza, z tą różnicą że nie badają ludzi (tego staramy się unikać, bo chcemy badać procesy) tylko skupiają się na procesach.
Z dimejkiem (DMAIC) jest jak z tym dowcipem: „przychodzi baba do lekarza i mówi że ją boli, tylko nie wiadomo gdzie”. No to doktor musi zbadać, zebrać informacje, zrobić wywiad, a tak w ogóle powinien zacząć od tego, że dowie się o co tak naprawdę pacjentce chodzi… Projekty Six Sigma mają to do siebie, że wyglądają trochę jak taka wizyta u lekarza. Jak jest to zły lekarz to i projekt jest kiepski, ale jak dobry – no to rezultaty też są zgodne z oczekiwaniami, albo nawet lepsze. Green Belt lub Black Belt, jako przedstawiciele infrastruktury Six Sigma w firmie pełnią rolę lekarza, z tą różnicą że nie badają ludzi (tego staramy się unikać, bo chcemy badać procesy) tylko skupiają się na procesach.Gdyby zatem do doktora przyszła pacjentka, to co by doktor zrobił?
Krok 1. zapytałby „co pani doskwiera?” (że boli kolano, że jest gorączka, że nie mogę spać w nocy, itd.) czyli zdefiniowałby problem. Tym samym wykonuje pierwszy krok naszego dimejka – Define – definiowanie problemu. Załóżmy, że problemem jest temperatura – pacjentka ma na przykład 39 stopni vs. 36,8 uważanej za akceptowalny dla osoby dorosłej standard.
Krok 2. znając problem lekarz przechodzi do wywiadu (jak na zdjęciu obok) by zebrać jak najwięcej informacji na temat możliwych przyczyn, zatem do fazy Measure. Lekarz będzie szukał odpowiedzi na pytanie – co może wywoływać tak wysoką temperaturę? Innymi słowy szuka zmiennych mogących mieć wpływ na gorączkę: „czy była Pani ostatnio chora, czy ktoś w rodzinie obecnie choruje, jak długo utrzymuje się temperaturę, jaki jest poziom przeciwciał we krwi” itd. W ten sposób dla lekarza powstaje karta choroby a dla Green/Black Belta statystyczny obraz procesu.
Krok 3. z zebranych informacji lekarz stara się wyciągnąć wnioski, czyli weryfikuje które z przyczyn faktycznie mogą wpływać na temperature, a które nie mają żadnego znaczenia. Dokonuje tym samym weryfikacji pewnych hipotez, której rezultatem jest stworzenie listy przyczyn źródłowych na problem (gorączkę) wpływających.
Krok 4. mając pewność co do przyczyn źródłowych, wpływających na gorączkę, lekarz przepisuje leki, które mają na celu jej zbicie. Tym samym chodzi nam o powrót do stanu akceptowalnego (czyli temperatury 36,8). Jest do wprowadzenie pewnego rozwiązania (leczenia), a zatem jesteśmy w fazie Improve.
Krok 5. w trakcie przyjmowania leków dobrze jest obserwować zachowanie naszego organizmu i odnotowywać jego reakcje. Teraz chcemy upewnić się, że przepisane leki nam pomogą, innymi słowy że wdrożone rozwiązania przyniosą konkretne efekty. Do tego służy faza Control, czyli sterowanie zmianami (nie kontrola, a sterowanie). Dobry lekarz będzie chciał w tym kroku umówić się z nami na wizytę kontrolną, by upewnić się że „rozwiązanie” działa.Powyższy przykład „medyczny” układa nam się w cykl DMAIC. Posiada też jedną znamienną charakterystykę, która odróżnia problem „nadające się” do rozwiązania za pomocą 6 sigma od innych – są to problemy o nieznanej przyczynie i nieznanym rozwiązaniu (nie wiemy co pacjentce dolega). Tak właśnie. Wszelkie inne projekty bowiem czy inicjatywy, których celem jest wdrożenie konkretnego z góry znanego rozwiązania czy standardu nie wymagają używania DMAIC. Pytanie – czy można? Zastanówmy się – DMAIC to (jak pokazuje doświadczenie) projekt trwający najczęściej od 4 do 6 miesięcy, zatem czy warto? Łatwiej będzie nam przecież opracować plan instalacji nowej linii (do którego mamy dokumentacje) który będzie trwał miesiąc. Czy zatem DMAIC jest metodyką, którą stosujemy w przypadku problemów nękających naszą organizację, powracających jak zła zmora, na które nikt nigdy nie znalazł rozwiązania bo brakowało wiedzy, informacji, kwalifikacji? Właśnie tak, może nam pomóc.
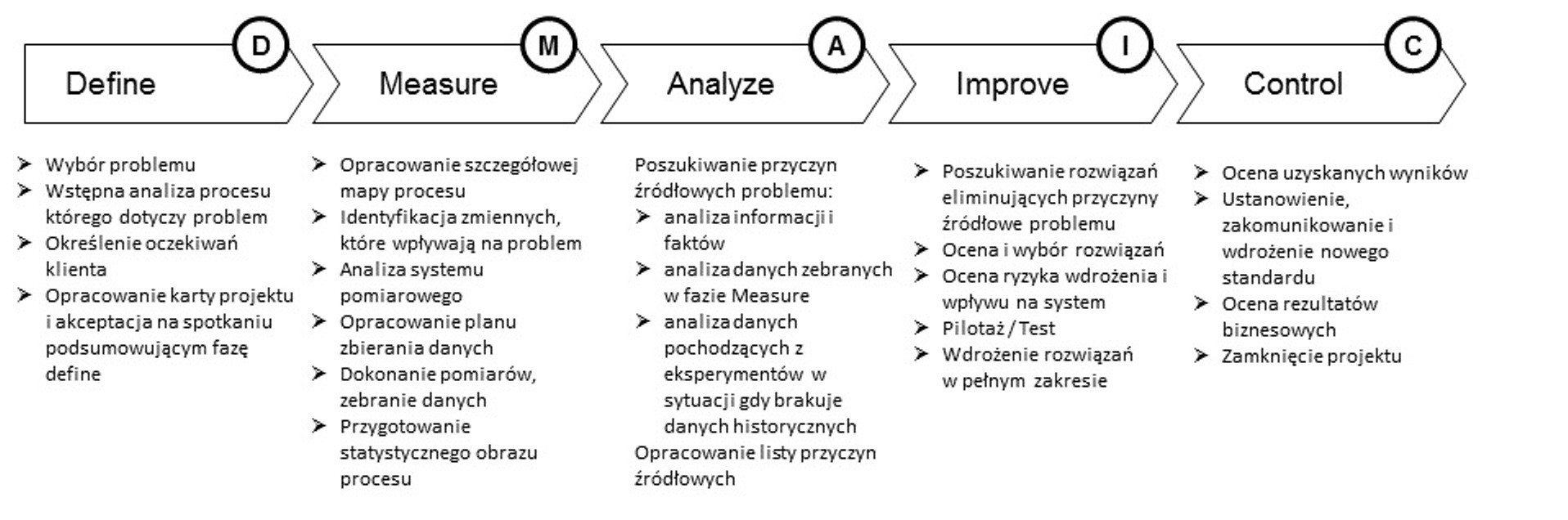
W projekcie 6 sigma każda z faz składa się z sugerowanych działań/kroków, mających na celu przeprowadzenie konkretnego procesu wnioskowania. Poszczególne działania można potraktować jako sugerowane (tak zwane „good to have”) na drodze do zrealizowania projektu DMAIC. Dlaczego dobrze ich przestrzegać? Bo jeśli któryś z nich pominiemy możemy narazić się na szereg ryzyk np.: zebranie złych danych, pominięcie kluczowych oczekiwań klienta, błędne wnioski z analiz statystycznych, złe rozwiązanie na główny problem, wdrożenie rozwiązania, które nie rozwiązuje problemu (brak pilotażu), itd.
Wracając do DMAIC to jego niepodważalną zaletą jest to, że jest naszym zdaniem przede wszystkim zdroworozsądkowym podejściem do rozwiązywania problemów. Eliminuje przeskakiwanie od problemu do rozwiązania, z czym często borykamy się w naszych organizacjach. Podejmujemy decyzje bazując na niepełnych informacjach lub wręcz w ogóle ich nie analizując – bo albo ich nie mamy, albo nie uważamy tego za konieczne. Bo przez lata prowadzenia działalności wykształciliśmy podejście na zasadzie „jakoś to będzie” lub „tak nam się wydaje” i co najgorsze – jest nam z tym dobrze. DMAIC wychodzi temu naprzeciw i proponuje podejście bazujące w pełni na liczbach, faktach i zebranych danych, które analizujemy i podejmujemy decyzje bazując na konkretnych rezultatach naszych analiz.
Metodyka metodyką, ale to jednak co jest kluczowe w tym, żeby projekty DMAIC w firmie „hulały” to wsparcie, wsparcie i jeszcze raz zaangażowanie najwyższego kierownictwa.
Jak widać na pierwszym miejscu wskazano jednogłośnie zaangażowanie kierownictwa, ale prócz zaangażowania najwyższego kierownictwa liczy się również panująca w organizacji atmosfera
i wewnętrzne regulacje, które:
1. stwarzają warunki do prowadzenia projektów – dostarczanie szkoleń, wsparcia kierowników i championa 6 sigma, zaangażowanie pracowników technicznych, możliwość pozyskiwania informacji finansowych, świadomość i wsparcie klientów
2. umożliwiają stworzenie koszyka projektów nadających się do tego aby zaangażować w ich prowadzenie zespół projektowy. Projekty które zostały wybrane przez Championa 6 sigma i zarząd jako kluczowe dla biznesu i które nie zostaną wstrzymane w wyniku chwilowych trudności z zasobami.O ile warunki (pkt.1) pozostają póki co poza obszarem zainteresowania naszego cyklu artykułów – być może podejmiemy je jako osobny temat – to już wybór projektów jest kluczowy do powodzenia projektów DMAIC, ba – nawet całego programu 6 sigma.
Zatem – w jaki sposób dobrać projekty, które „nadają się” do zarządzenia z wykorzystaniem DMAIC? Jakie narzędzia wykorzystać? Jak krok po kroku doprowadzić do sign-off projektu DMAIC i co na niego przygotować? O tym już w następnej publikacji, w której zajmiemy się szczegółowo fazą Define, w tym jej krokami a także narzędziami, które mogą pomóc w jej przeprowadzeniu.
Autor: Dr Wojciech Josek
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}